
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

圆锥制粉加工圆锥制粉加工圆锥制粉加工

.jpg)
《圆锥零件的加工》课件 百度文库
圆锥零件的加工对机械制造业具有重要意义, 并为各行各业提供了方便。 圆锥加工技术的创新发展方向 《圆锥零件的加工》课件圆锥加工技术需要不断创新,例如采用先进 的加 2021年5月27日 — f知识目标 掌握内圆锥零件(锥套)的特点、加工方法、质量保证 原因:为了进一步提高圆锥面的精度,包括尺寸 精度与表面光洁度,这时必须要用圆锥形铰 车削加工技术补充课件—内外圆锥加工——车内圆锥(1

加工中心铣的圆锥编程是什么 Worktile社区
2024年5月24日 — 圆锥编程的加工策略:在圆锥编程中,需要确定合适的加工策略来实现圆锥形加工。 常见的加工策略包括等分法、等高线法和螺旋线法等。 根据工件的形状和加工 1、圆锥面的加工的车床加工的重要内容,其车削方法一定要掌握好,为后续的学习奠定良好的基础。 2、用视频演示车削圆锥加工的方法,形象直观容易理解。 3、通过实例演示, 圆锥面的加工 百度文库

利用普通车床加工圆锥面的常用方法 道客巴巴
2014年8月22日 — 1 转动小滑板法车圆锥 特点是操作简单, 圆锥角一般只精确到半度, 可加工锥角较大的内外锥面, 但因小滑板行程的限制, 不能加工太长的锥面。 实际生产中工 2013年4月19日 — 圆锥面常用的加工方法有四种: 1、转动小拖板法 通过转动小拖板,来形成一定角度,完成切削。 这种方法调整方便,主要用于加工锥面较短、角度较大、需要 圆锥面的加工方法加工工艺机电之家网加工工艺栏目
.jpg)
圆锥加工 文档之家
圆锥加工 【学目标与要求】 1知识目标 掌握圆锥的加工及编程方法。 2能力目标 熟练掌握圆锥的编程和操作。 3素质目标 培养学生分析问题、解决问题的能力,熟练掌握圆锥的 第 1 步:计算尺寸 用金属板制造圆锥体的步是确定要创建的圆锥体的尺寸。 这包括圆锥体的底部直径、顶部直径(如果是平截头体)和高度。 获得这些测量结果后,您可以 如何巧妙地用钣金制造锥体:综合指南
.jpg)
一种圆锥粉料筛 百度学术
一种圆锥粉料筛 本实用新型提供一种圆锥粉料筛,包括外壳,进料斗,电机,底座以及导管,所述外壳固定在底座上端,所述进料斗固定在外壳左端,所述电机固定在底座左前端,所述导管设置 目前,圆锥滚子普遍采用无心外圆磨削的加工方法,但其难以获得高精度、批一致性高的加工。本文探索用一种双面研磨加工圆锥滚子方法,采用误差匀化原理从而保证各圆锥面的等概 高精度圆锥滚子高一致性加工方法及关键技术研究 百度学术

圆锥面的加工方法加工工艺机电之家网加工工艺栏目
2013年4月19日 — 这种方法调整方便,主要用于加工锥面较短、角度较大、需要在一件工件上同时加工几个圆锥的工件。首先,把紧固小拖板的螺母松开,让基准线对准要加工的圆锥半角的度数,再把紧固螺母拧紧,这时小拖板的导轨就相对大拖板的导轨偏移了一个角度。圆锥面的数控车削加工路线 项目三2.编程实例数控车削编程加工入门例:试用G01指令编写图示圆锥面的数控加工程序。 O0001 ; N10 T0101 ; (选择1号刀并调用1号刀补) N20 S500 M03 M08 ; (主轴正转,转速500r/mm) N30 G00 X410 Z10; (快速进刀至起刀点)圆锥面的数控车削加工路线 百度文库
.jpg)
石灰石磨粉机石灰石生产线工艺长石加工制粉设备
2015年9月10日 — 炭黑深加工解决方案 根据不同需求提供订制服务 环保脱硫解决方案 生产效率大幅提高、能耗降低 竹木制粉 成套方案 根据不同需求提供订制服务 推荐产品 超细磨粉机 圆锥破碎机 粗粉磨粉机 制砂机 改性机 圆锥滚子轴承制造的生产工艺流程四、磨削加工经过热处理的圆锥 滚子轴承需要进行磨削加工,以进一步提高其尺寸精度和表面质量。磨削加工包括外圆磨削、内圆磨削和端面磨削等工序。通过磨削加工,可以使轴承的圆度、圆柱度和表面粗糙度达到 圆锥滚子轴承制造的生产工艺流程 百度文库

HPC220液压圆锥破碎机HPC315圆锥破
HPC液压圆锥破碎机 【进料粒度】: 28275mm 【生产能力】: 30660T/h 【应用领域】: 矿山矿石破碎、高硬度岩石物料破碎、建筑物料破碎、水泥厂、砂石制造等行业等 ( 更多应用领域请点击"免费咨询") 【适用物料】: 花岗岩、玄武岩、辉绿岩、页岩、石英石、河卵石、石灰石、铁矿石、煤矸石、有色 2024年5月27日 — UG编程加工圆锥可以使用以下几种方法: 螺旋插补法:这是一种常用的加工圆锥的方法。通过在UG编程中使用螺旋插补指令,可以实现刀具沿着圆锥曲面进行螺旋运动,从而达到加工圆锥的效果。这种方法适用于加工较大的圆锥。ug编程加工圆锥用什么方法 • Worktile社区

碳酸钙磨粉机,碳酸钙磨粉设备,碳酸钙制粉设备,碳酸钙加工
2024年8月8日 — 细粉加工可选用LM立式辊磨机、MTW欧版磨、5X欧版智能磨;超细粉加工可选用MW环辊微粉磨、LUM超细立磨;粗粉加工可选用CM欧式粗粉磨。 第三阶段:分级 粉磨后的物料经选粉机进行分级,不合格的粉子被选粉机分级后返回主机重新粉磨。 第四阶 2,圆柱销常适用于需精确定位状态(先加工),圆锥 销常用于拆卸频繁。 定位销孔为什么在装配时加工 定位销可以让两个零件拆卸后再装配时,依然能较好的重合,将装配误差减小,而两个零件是一件一件做出来的,同样尺寸的孔做出来就会存在差异 定位销孔的加工方法、工序,在装配前应加工成怎样尺寸
46.jpg)
这个锥销孔加工时应加工多大的?百度知道
2013年7月2日 — 16的粗糙度是指铰销加工后的粗糙度,Φ8圆锥销表示小头直径Φ8,按图要求,为了保证两孔同心度,先只加工一个孔,可加工到Φ76,装配时,用先加工好的Φ76孔作导向,再加工轴孔和另一半孔成Φ76,如要求不高,也可直接将穿孔加工成Φ8孔,再精铰。圆锥螺纹大径、小径均做小04mm。因为大径d=50mm、小径=20mm,故圆锥螺纹加工前大径、小径应预制成496mm和196mm 。 2、螺纹加工行程的确定 考虑加减速对螺牙的影响,螺纹加工行程中应加入切入量和切出量。 切入量δ1=4mm,切出量δ2=2mm。 圆锥螺纹的编程与加工 百度文库
.jpg)
【图片】数控车床编程教程:G90加工圆锥面【数控铣床编程
2023年7月25日 — 数控车床编程教程:G圆锥面切削循环1、走刀路线刀具从循环起点(即刀具起点)开始按梯形循环,最后又返回到循环起点。图中1R、4R表示快速移动,2F、3F表示指定的工件的切削进给速度移动。X(U)、Z(W)取值为圆柱面切削终圆锥滚子加工过程 基本工序: 圆锥滚子的加工工艺过程可按精度等级,尺寸大小,生产规模和加工方法进行分类。但其共同基本工序如下:毛坯成型→软磨滚动面和端面→热处理→初磨滚动面→磨基面→细,终磨滚动面。 辅助工序:圆锥滚子加工过程 百度文库

圆锥管螺纹数控加工方法百度文库
圆锥管螺纹数控加工方法螺纹的加工可分为直螺纹和锥螺纹,而锥螺纹的加工向来是难点。 介绍圆锥管螺纹的功能及螺纹各部分的相互关系。 针对英制圆锥管螺纹加工计算较为麻烦的实际,介绍3种简单的加工方法,并通过实例加以说明,供实践者参考。55°圆锥内螺纹的加工及测量55°圆锥内螺纹牙型半角27°30’,螺纹锥度1:16。 其与圆锥外螺纹正常旋合,具有很好的密封性,能承受40—50N/mm^2的压力。 因此,广泛用于管子、管接头、旋塞及其他管路附件的螺纹联接。55°圆锥内螺纹的加工及测量 百度文库
黎明重工科技股份有限公司 破碎机 制砂机 颚式破碎机 圆锥
2022年8月16日 — 广东云浮河卵石制砂EPC项目 物料经过两台HPT500液压圆锥破破碎后,由两台3YK3X26753圆振筛进行筛分,不合格的重返圆锥破破碎,合格的物料被送入3台VSI6X1263制砂机整形加工,再经由3台3YK3X26753圆振筛筛分,最后由3台XSD3620洗砂机2024年5月24日 — 总之,圆锥编程是加工中心铣床上对圆锥形工件进行加工的一种编程方式,通过合理设定刀具路径和切削参数,可以实现高效、精确的圆锥加工。 在进行圆锥编程时,需要注意合理选择刀具和切削参数,设定刀具路径和加工深度,并及时调整切削参数,以保证加工质量和效率。加工中心铣的圆锥编程是什么 Worktile社区
.jpg)
小麦加工面粉工艺流程,小麦加工设备及其作用
2022年2月12日 — 小麦基本的制粉工艺包括清理、着水、润麦、入磨、研磨筛理、配粉、包装等工序。小麦制粉是把小麦通过机械力(剪切、挤压)将麦皮与胚乳分离,把胚乳磨碎成粉,经过筛理,获取符合不同质量的面粉。布勒设备和工厂专业加工 各种豆类和香料,例如扁豆、大豆或豌豆。我们的解决方案包括储存、清理、色选、研磨、脱壳以及装袋打包 我们拥有超过 150 年的制粉 经验,了解不同谷物需要不同的处理方式。豆类和香料也不例外。对豆类而言,轻柔处理 豆类和香料加工 制粉 布勒集团 Group
.jpg)
圆锥面的加工 百度文库
圆锥面的加工心孔与顶尖接触良好,锥面加工质量高,可利用车床机动进给车削内、外圆锥。缺点:只有在带靠模附件的车床上才能作用,靠模角度调节范围小,吸能车削圆锥半角小于12°以下的圆锥。圆锥定位销及锥铰刀 7:24 16°35′39″ 铣床主轴孔及刀杆的锥体 7:64 6°15′38″ 刨齿机工作台的心轴孔 四.圆锥的车削方法 1.圆锥外表面的车削方法 (1)转动小拖板法车圆锥表面 圆锥面的加工与检验 51、山气日夕佳,飞鸟相与还。 52、木欣欣以向荣,泉涓涓圆锥面的加工与检验共18页 百度文库

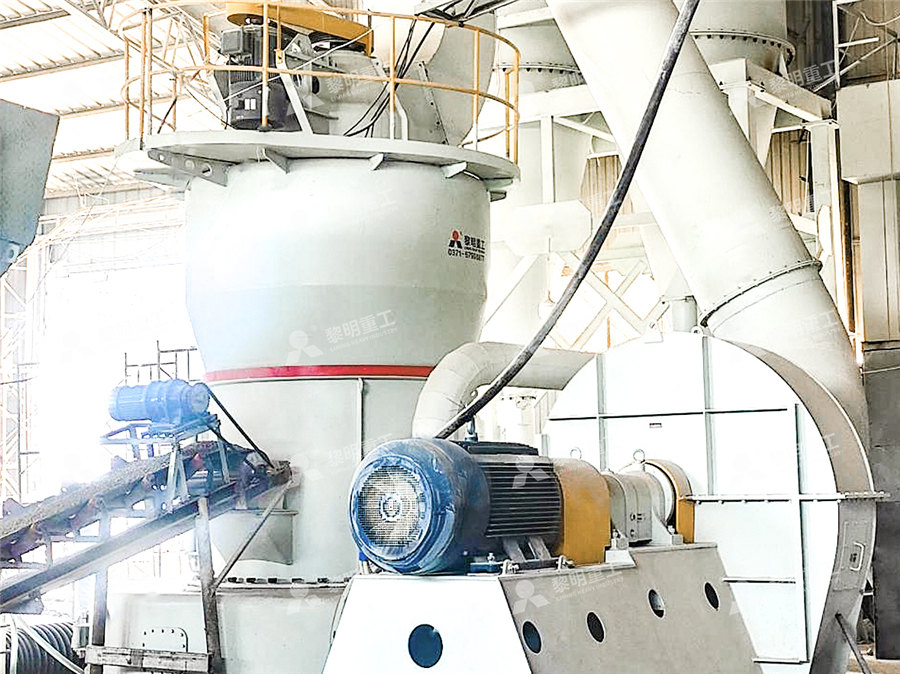
工业制粉黎明重工科技股份有限公司官方网站磨粉
2024年8月8日 — 作为粉磨装备整体应用领域提供商,我们不仅为客户提供从单台到全套系统的粉磨装备和服务,而且专业技术涵盖矿物加工的整个工艺链。我们专注于不同领域的客户需求,无论是石灰石脱硫剂制备、清洁 2024年8月8日 — 现场情况 客户为目前国内大型的活性炭生产厂家,将活性炭制粉加工后作为钢厂的脱硫脱硝吸附剂来使用,项目规模大,设备产能高。生产线配置为:给煤机+烘干系统+LM1900M立磨+防爆型脉冲收集器+ 陕西某活性炭制粉项目精品案例黎明重工科技股份
.jpg)
利用普通车床加工圆锥面的常用方法百度文库
利用普通车床加工圆锥面的常用方法2偏移尾座法车圆锥特点是能够自动进给,适用于加工长的圆锥面,但是工件受到顶尖支撑的限制,不Fra Baidu bibliotek加工圆锥角较大的工件,由于两顶尖之间距离近似地看作工件的全长,因而加工精度不高。3 图中圆锥配合部分长度尺寸保证的具体加工工艺及方法: 图中圆锥的加工,先加工件 1 轴上的圆锥,尽量要按下偏 差(3998)进行加工,因为按下偏差来加工,轴的尺寸就会相对 偏小,件 2 轴套孔上的尺寸变化空间就会大一些,这样利于保 证配合尺寸。论在数控车上保证圆锥轴配合精度的加工方法及工艺百度文库

硅石制粉粗加工生产线需要哪些设备?多少钱?红星机器
2021年8月24日 — 硅石是重要的化工原料,可用于生产石英玻璃、提炼单晶硅、加工酸性耐火砖等。通常,想要将硅石作为原料进行工业生产,需要将其粉碎处理。今天,我们就来了解一下硅石制粉粗加工生产线需要哪些设备?多少钱?2012年10月24日 — 摘要本文主要是写关于利用数控车床加工圆锥螺母套的一些加工工艺分析、加工方法、注意事项,以及加工所需的机床、刀具、切削参数。关键词,数控车床,工艺分析,数控加工圆锥螺母数控加工doc 豆丁网

圆锥加工 文档之家
圆锥加工的内容摘要:【课题名称】圆锥加工【学目标与要求】1知识目标掌握圆锥的加工及编程方法。2能力目标熟练掌握圆锥的编程和操作。3素质目标培养学生分析问题、解决问题的能力,熟练掌握圆锥的编程和操作,加工出合格的工件。42019年11月2日 — 矩形送料法是圆锥台的一种近似加工法,主要用于锥度较小的圆锥而加工。图568给出了它的卷制方法。操作时,首先按图568(b)所示的AEFD矩形中心线OH定位送料往两边辊出筒形,使中间一段辊出母线的直线度,这时四角往外张,尤其是A、D两处 工具柜钣金加工圆锥台的卷制操作!
.jpg)
圆锥螺纹配合件工艺设计与加工cad图纸+11万字说明书
2015年10月4日 — 形状也比较简单,我院的数控机床以均可以进行加工,但是考虑到该零件的表面粗糙度和加工精度有一定的要求,综上几点考虑结合学校数控加工室的条件,特选用FANUC-0i系统重庆第二机床厂生产的数控机床进行零件程序编制与加工,机床牌号 2014年10月9日 — 分析及其减小措施张丽萍陈明顾立志供稿L一、引言用成形车刀加工圆锥面(或曲面)时常常会使被加工的工件形状偏离圆锥面而形成单叶双曲面或类似的曲面。这主要有两个方面的原用成形车刀加工圆锥面双曲线误差分析及其减小措施 豆丁网
.jpg)
圆锥螺纹配合件工艺设计与加工 zhuangpeitu
2021年10月21日 — 27、工的部位不多,但加工还是有一定的难度,特别是内圆锥面的加工,虽然工步不多,但是配合精度要求高。精度上,该零件的 44mm 的外圆柱面尺寸要求不高,在加工过程中,内阶梯孔的尺寸一定要控制好,否则配合上有一定难度。在加工过程 2022年2月24日 — 曲率半径大了就接近平面了,越大越好加工,而且曲率半径特别大的时候圆锥系数就没什么意义了,你可以试试随便改改圆锥系数,这时候对系统影响不大了。如果你要加工的话,二阶项基本都不会用,跟圆锥系数用不用没关系塑胶非球面透镜,曲率半径、圆锥系数及N阶项分别要控制在
.jpg)
加工中心铣的圆锥编程是什么 • Worktile社区
2024年5月30日 — 加工中心铣的圆锥编程是一种用于在加工中心机床上进行圆锥形零件加工的编程方法。圆锥编程是指根据零件的几何特征和加工要求,通过编写适当的加工程序,使机床能够按照预定的路径和刀具轨迹进行加工,最终得到符合要求的圆锥形零件。 以下是关于加工2021年7月6日 — 5、铰圆锥孔 在加工直径较小的圆锥孔时,因为车到刀杆强度较差,难以达到较高的精度和较小的表面粗糙度值,这时可以使用锥型铰刀铰削加工。用铰削方法 精密零件加工 的圆锥孔精度比车削加工时高,表面粗糙度值可达 Ra16um。车床精密零件加工5种圆锥面的方法
.jpg)
液氮冷冻制粉代加工
2023年9月7日 — 液氮冷冻制粉代加工 定位销的装配应符合下列要求: 1 定位销的型式、规格,应符合随机技术文件的规定 5 圆锥定位销装配时,应与孔进行涂色检查;其接触率不应小于配合长度的60 2。圆锥面配合拆装方便,同是具有很高的同心度。 3。圆锥形的管螺纹还具有自密封功能。 圆锥工件的加工除了尺寸精度、形位精度和表面粗糙度以外,还要注意角度公差与锥度的精度要求。在普通的车床上加工圆锥的方法大致有以下几种: 3。尾座偏移法。普通卧式车床上圆锥的加工方法百度文库
.jpg)
利用普通车床加工圆锥面的常用方法 道客巴巴
2014年8月22日 — 利用普通车床加工圆锥面的常用方法摘要介绍了在普通机床上加工圆锥面的方法及应用特点和利用百分表加工圆锥面以保证圆锥角精度的方法。关键词圆锥面;百分表;转动小滑板在普通车床上车圆锥时,需要保证尺寸精度和圆锥角度。一般先保证圆锥角度,然后精车控制线性尺寸。圆锥面的车削 2012年3月25日 — 圆锥面配合拆装方便,同是具有很高的同心度。3。圆锥形的管螺纹还具有自密封功能。 圆锥工件的加工除了尺寸精度、形位精度和表面粗糙度以外,还要注意角度公差与锥度的精度要求。现在雷特视镜就来说说普通的车床上加工圆锥的方法大致有以下几种:怎样在普通卧式车床上加工圆锥?百度经验
.jpg)
煤炭制粉加工工艺介绍煤粉挥发进行
2023年6月21日 — 煤炭经过颚式破碎机或者圆锥式破碎机破碎,最后排出大小适合进入磨粉机的块状物料,大小在50mm 以上就是利用煤粉立式磨粉机加工煤炭制粉 工艺,煤粉质量与设备性能、原料性质、生料成分等有着密切的关系。影响煤粉燃烧的主要因素主要 2021年6月10日 — 那么铁粉精加工设备都包括哪些呢? 铁粉精加工设备分为粉碎、研磨、磁选、干燥等工艺流程。所需设备包括圆锥破碎、颚式破碎、欧式磨、振动筛、振动给料机、磁选机、干燥机等设备。接下来,我们将介绍主要设备磨粉机。 铁粉精加工设备铁粉精加工设备/铁矿石加工成铁精粉的工艺流程图

圆锥面的加工方法加工工艺机电之家网加工工艺栏目
2013年4月19日 — 这种方法调整方便,主要用于加工锥面较短、角度较大、需要在一件工件上同时加工几个圆锥的工件。首先,把紧固小拖板的螺母松开,让基准线对准要加工的圆锥半角的度数,再把紧固螺母拧紧,这时小拖板的导轨就相对大拖板的导轨偏移了一个角度。圆锥面的数控车削加工路线 项目三2.编程实例数控车削编程加工入门例:试用G01指令编写图示圆锥面的数控加工程序。 O0001 ; N10 T0101 ; (选择1号刀并调用1号刀补) N20 S500 M03 M08 ; (主轴正转,转速500r/mm) N30 G00 X410 Z10; (快速进刀至起刀点)圆锥面的数控车削加工路线 百度文库
.jpg)
石灰石磨粉机石灰石生产线工艺长石加工制粉设备
2015年9月10日 — 炭黑深加工解决方案 根据不同需求提供订制服务 环保脱硫解决方案 生产效率大幅提高、能耗降低 竹木制粉 成套方案 根据不同需求提供订制服务 推荐产品 超细磨粉机 圆锥破碎机 粗粉磨粉机 制砂机 改性机 圆锥滚子轴承制造的生产工艺流程四、磨削加工经过热处理的圆锥 滚子轴承需要进行磨削加工,以进一步提高其尺寸精度和表面质量。磨削加工包括外圆磨削、内圆磨削和端面磨削等工序。通过磨削加工,可以使轴承的圆度、圆柱度和表面粗糙度达到 圆锥滚子轴承制造的生产工艺流程 百度文库
.jpg)
HPC220液压圆锥破碎机HPC315圆锥破
HPC液压圆锥破碎机 【进料粒度】: 28275mm 【生产能力】: 30660T/h 【应用领域】: 矿山矿石破碎、高硬度岩石物料破碎、建筑物料破碎、水泥厂、砂石制造等行业等 ( 更多应用领域请点击"免费咨询") 【适用物料】: 花岗岩、玄武岩、辉绿岩、页岩、石英石、河卵石、石灰石、铁矿石、煤矸石、有色 2024年5月27日 — UG编程中加工圆锥的方法有多种,下面我将分别介绍其中两种常用的方法。 种方法是利用UG编程中的圆锥加工指令进行编程。在UG软件中,可以通过选择相应的几何元素和加工参数来生成圆锥加工路径。ug编程加工圆锥用什么方法 • Worktile社区
R)8OC`6F[ZIB.jpg)
碳酸钙磨粉机,碳酸钙磨粉设备,碳酸钙制粉设备,碳酸钙加工
2024年8月8日 — 细粉加工可选用LM立式辊磨机、MTW欧版磨、5X欧版智能磨;超细粉加工可选用MW环辊微粉磨、LUM超细立磨;粗粉加工可选用CM欧式粗粉磨。 第三阶段:分级 粉磨后的物料经选粉机进行分级,不合格的粉子被选粉机分级后返回主机重新粉磨。 第四阶 2,圆柱销常适用于需精确定位状态(先加工),圆锥 销常用于拆卸频繁。 定位销孔为什么在装配时加工 定位销可以让两个零件拆卸后再装配时,依然能较好的重合,将装配误差减小,而两个零件是一件一件做出来的,同样尺寸的孔做出来就会存在差异 定位销孔的加工方法、工序,在装配前应加工成怎样尺寸
.jpg)
这个锥销孔加工时应加工多大的?百度知道
2013年7月2日 — 16的粗糙度是指铰销加工后的粗糙度,Φ8圆锥销表示小头直径Φ8,按图要求,为了保证两孔同心度,先只加工一个孔,可加工到Φ76,装配时,用先加工好的Φ76孔作导向,再加工轴孔和另一半孔成Φ76,如要求不高,也可直接将穿孔加工成Φ8孔,再精铰。圆锥螺纹大径、小径均做小04mm。因为大径d=50mm、小径=20mm,故圆锥螺纹加工前大径、小径应预制成496mm和196mm 。 2、螺纹加工行程的确定 考虑加减速对螺牙的影响,螺纹加工行程中应加入切入量和切出量。 切入量δ1=4mm,切出量δ2=2mm。 圆锥螺纹的编程与加工 百度文库
日产1800方冰晶石节能雷蒙磨
--吸粉煤灰机
--高岭土成本发票高岭土成本发票高岭土成本发票
--分级频率和粉碎频率
--回转窑垫铁要求回转窑垫铁要求回转窑垫铁要求
--考察碳酸钙加工厂
--石灰石粉碎机冶炼废渣对锂矿提取碳酸锂影响
--粗粉磨技术参数
--加工石头车床加工石头车床加工石头车床
--扁平磨气碎原理
--石墨电极机加工流程图
--石灰石w骨料生产线
--粉碎挖石机械
--木碳粉磨机?
--煤矸石烧结砖比例
--块矿石磨粉机
--矿石磨粉机螺栓防松
--品牌液压粉磨机
--3 2米x13米球磨机有多重
--直通式离心磨粉机主要特
--安徽彩钢瓦矿石磨粉机
--重庆矿石磨粉机报价重石灰石矿石磨粉机报价
--水泥磨排风量
--石场开采证经过哪些部门
--层叠式行星立磨上海层叠式行星立磨上海层叠式行星立磨上海
--高岭土加工类型
--搅拌站生产流程示意图搅拌站生产流程示意图搅拌站生产流程示意图
--广东钾钠长石深加工厂
--方解石矿矿山开采承包价格
--小型石膏研磨机设备
--